 English
English
 中文简体
中文简体
Navy/Grey 150D/36F DTY Yarn 99.99% Polyester Anti-pilling Yarn for Sewing Materi...
See DetailsThe quality indicators of polyester DTY(draw texturing yarn) include physical indicators and appearance indicators. The main quality indicators are introduced below.
I. Strength and Elongation
As for the strength of the fiber, it is not as high as possible. For example, the damage of polyester fabrics is ly not caused by insufficient fiber strength. For polyester low-elastic yarn, the strength of 2.5cN / dtex and the elongation of 12% to 30% can meet the requirements of weaving and taking. The higher its tenacity (strength × elongation / 2), the better. The high tenacity fiber not only has good internal quality, but also is wear-resistant and resistant to folding. In actual production, different weaving methods have different requirements for toughness. For example, weft knitting Machines require DTY strength to be much lower than warp knitting and weaving. DTY for weft yarns has a wide range of elongation. The degree cannot be too high. In DTY production, the method of adjusting the draw ratio of the yarn is generally used to control the strength and elongation. As the draw ratio increases, the strength of the yarn increases and the elongation decreases. However, when the draw ratio is too large, both the strength and elongation of the yarn decrease.
2.Curl performance
Crinkling properties include the shrinkage rate KE, the curl stability KB, and the boiling water shrinkage rate. Generally only need to measure the two terms or boiling water shrinkage. The crimping rate and curl stability can be obtained by the following formula:
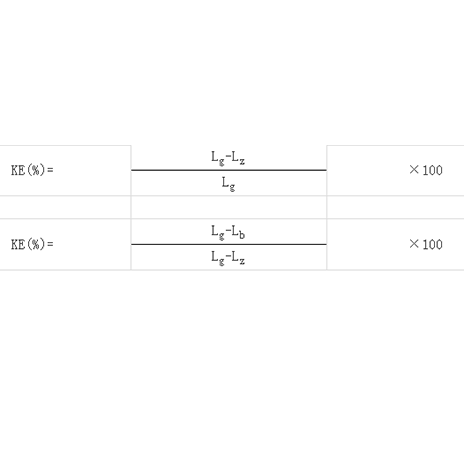 In the formula: Lg is the length when the load is heavy; Lz is the length when the light load is added; Lb is the length when the heavy load is removed and then the light load is added. High shrinkage rate, full DTY feel, beautiful appearance, good elasticity. Curl stability indicates the degree to which the shrinkage rate is gradually lost during weaving and taking, and is inversely proportional to the shrinkage rate. Therefore, these two indicators must be taken into account in actual production. DTY with a higher shrinkage rate can mask part of uneven dyeing, so the shrinkage rate is often controlled to be slightly higher during the production process. However, if DTY is dyed with a bobbin in post-processing, the boiled water shrinkage of DTY with a high shrinkage rate is large, which makes the bobbin difficult to unwind after dyeing. If DTY is used for skeining or dyeing after weaving into a fabric, there is no restriction. At this time, the curling rate can be controlled higher. The crimping performance of the textured yarn is closely related to the weaving process. Crinkling performance is an important indicator of the quality of deformed silk. The size of the shrinkage rate and the degree of bulkiness are closely related to the process design of the silk or knitted fabric and the quality of the finished product. For example, when a silk weaving factory produces wool-like varieties such as gabardine, the product is required to have a wool-like style, and the fabric design requires a certain shrinkage rate from the gray fabric to the finished product. If the textured yarn with small curl elasticity cannot meet the process design requirements The shrinkage rate of this kind of fabric is harder and lacks a wool-like style. On the other hand, thin polyester fabrics such as skirts and shirts need to be smooth and stiff. If you use deformed silk with large curl elasticity, the fabric will not be smooth. Structured style. The process factors affecting the shrinking performance include the draw ratio, winding tension, and the temperature and temperature difference of the and second hot boxes.
In the formula: Lg is the length when the load is heavy; Lz is the length when the light load is added; Lb is the length when the heavy load is removed and then the light load is added. High shrinkage rate, full DTY feel, beautiful appearance, good elasticity. Curl stability indicates the degree to which the shrinkage rate is gradually lost during weaving and taking, and is inversely proportional to the shrinkage rate. Therefore, these two indicators must be taken into account in actual production. DTY with a higher shrinkage rate can mask part of uneven dyeing, so the shrinkage rate is often controlled to be slightly higher during the production process. However, if DTY is dyed with a bobbin in post-processing, the boiled water shrinkage of DTY with a high shrinkage rate is large, which makes the bobbin difficult to unwind after dyeing. If DTY is used for skeining or dyeing after weaving into a fabric, there is no restriction. At this time, the curling rate can be controlled higher. The crimping performance of the textured yarn is closely related to the weaving process. Crinkling performance is an important indicator of the quality of deformed silk. The size of the shrinkage rate and the degree of bulkiness are closely related to the process design of the silk or knitted fabric and the quality of the finished product. For example, when a silk weaving factory produces wool-like varieties such as gabardine, the product is required to have a wool-like style, and the fabric design requires a certain shrinkage rate from the gray fabric to the finished product. If the textured yarn with small curl elasticity cannot meet the process design requirements The shrinkage rate of this kind of fabric is harder and lacks a wool-like style. On the other hand, thin polyester fabrics such as skirts and shirts need to be smooth and stiff. If you use deformed silk with large curl elasticity, the fabric will not be smooth. Structured style. The process factors affecting the shrinking performance include the draw ratio, winding tension, and the temperature and temperature difference of the and second hot boxes.
3, uniform dyeing
DTY with high physical properties such as strength, elongation, crimping rate, and unevenness of the fiber structure and high unevenness of the fibrous structure will cause defects such as horizontal stripes and color differences after weaving the fabric. Therefore, it must be controlled in the DTY production process and detected in time after the finished product inspection to avoid DTY with poor dyeing uniformity mixed into normal products, resulting in a lot of decline in the final fabric. (1) Inspection of dyeing uniformity. At present, the method for determining the uniformity of DTY dyeing is to weave each DTY winding bobbin into a 5cm long section of socks, and each DTY produced by a stretch deformation Machine is woven into a socks. A few sections of normal dyed standard DTY are clamped in the middle, dyed with disperse dyes, and then judged under the standard light source. The GB 250 ~ 84 standard stipulates that the gray card is used to judge the color, and it is divided into 5 levels and 9 levels. Those with a standard color difference of 4 or more are products. The frequently appearing in the production are transversely striped silk (segmented silk, also known as F silk) and transparent silk (crimped silk, also known as K silk). F silk refers to the color difference of the same sample with stripes; K silk refers to the surface of the fabric is shiny, and the fabric is thin when touched by hand. When viewed from the light source, it is more transparent than normal silk. This kind of silk is generally not processed during deformation. Due to sufficient deformation or insufficient false twist in time, the original silk (smooth silk) style is still left. (2) Factors affecting the uniformity of DTY dyeing. There are many factors that affect the uniformity of DTY dyeing. They can be summarized into the quality of DTY raw materials and the processing conditions of DTY. The specific aspects are as follows: ① Poor drying uniformity of slices and high moisture content of dried sections; ② PoY strip unevenness is high ③ Poor uniformity of spinning melt and spinning temperature; ④ 30-50m dark silk at the tail wire joint; ⑤ fluctuating wind speed, wind temperature and relative humidity of cooling and blowing; ⑥ oil absorption on the surface of POY bobbin; ⑦ POY oiling Poor uniformity; ⑧ flaws in winding formation; winding tension fluctuations; ⑩ DTY processing Machinery factors: such as damage and poor operation of the various yarn guides, yarn paths, false twisters; DTY processing operations, such as the yarn running out Normal yarn path, dry running of the winding bobbin after broken wire; 不 DTY processing conditions are not selected properly, such as false twist tension fluctuations, D / Y ratio is too high, hot box temperature is too high or too low, etc .; Twisted yarns and poorly crimped yarns will affect the uniformity of dyeing; stripping time is too little after the silk fall, the surface silk is not stripped; ⑩ improper inspection and subjective factors.
4, wool
At present, one of the main quality problems of low-elastic yarn is the production of wool. The presence of wool will affect the smooth progress of the post-textile process and the quality of the fabric. Different weaving processes have different requirements for wool. Low-elastic yarn for weaving is woven after twisting, sizing or netting, so the requirements for wool are not strict. The low-elastic yarn used in water jet loom is not expected to have hairiness. In knitting processing, weft-knitting yarns have short requirements for wool due to short weaving processes; while warp-knitting yarns have high production speeds, and each yarn must pass through the eye of the needle. The presence of wool easily causes breakage. The head should be strictly controlled. The production of wool is not only related to the processing conditions of DTY, but also to the quality of POY. The reasons related to the quality of POY are: unsatisfactory chip quality, too high moisture content in dry chips, too high or low spinning temperature, too low spinning component pressure or filter material breakdown, improper cooling and forming conditions, and POY oil Improper selection of the agent, as well as abrasion of the thread by the yarn guide and poor winding formation. There are hidden dangers in POY. Although spinning does not produce end breaks or wool, during processing into DTY, the weak links in the yarn appear due to heat, tensile deformation, etc., resulting in end breaks. Or wool. Even with high-quality PoY, if the process conditions are not properly controlled in the process of processing to DTY, hair will be generated. In the process of POY processing to DTY, the main reasons for the generation of wool are improper selection of the D / Y ratio and the draw ratio, the high temperature of the hot box, and excessive thread scratches on the thread guide.
5. Stiffness and tight points
Stiff silk refers to the continuous, non-fluffy, twisted yarn that appears on the DTY. Tight points are non-serious strands, that is, the continuous length of the strand is short and al point-like. Stiff wires and tight points can be judged by visual inspection and appearance classification. Stiff silk can also be identified on the dyed socks, it is darker than normal silk and has a strip shape. The tight points have dark spots on the socks, which are generally harder to discern. The main causes of stiff wires and tight points are: high POY sliver and elongation unevenness, poor wettability of POY spinning oil, uneven surface distribution of the yarn, inadequate POY spinning speed and DTY processing speed, drawing There are fluctuations in the speed of entering and exiting the yarn in the extension and deformation zone, the bonding of the individual filaments in the twisting zone, the unsuitability of the false twister, the inappropriate selection of the D / Y ratio and the draw ratio, and the insufficient tension of the yarn in the second hot box.

Navy/Grey 150D/36F DTY Yarn 99.99% Polyester Anti-pilling Yarn for Sewing Materi...
See Details
Sustainable 300D/96F Polyester Color Yarns BLACK NIM Product specifications:300D...
See Details
300D/96F OPTICAL WHITE NIM Polyester Yarn Name: 300D/96F OPTICAL WHITE NIM Polye...
See Details
Sustainable 300D/96F RW NIM Polyester Sd Yarn Yarn Count: 300D/96F Color: white ...
See Details
New Style 300d Gray 99.99% Polyester Yarn Eco-friendly OEM DTY Polyester Yarn St...
See Details
High Tenacity 300D Beige 99.99% Polyester Yarn for Circular/Seamless knitting Ma...
See Details
300D Watermelon Red 99.99% Polyester Yarn for Knitting Color: Watermelon Red Mat...
See DetailsCopyright © Hangzhou Dingkai Chemical Fibre Co., Ltd. All Rights Reserved.
Wholesale China Polyester DTY Yarns Factory
![]()
