 English
English
 中文简体
中文简体
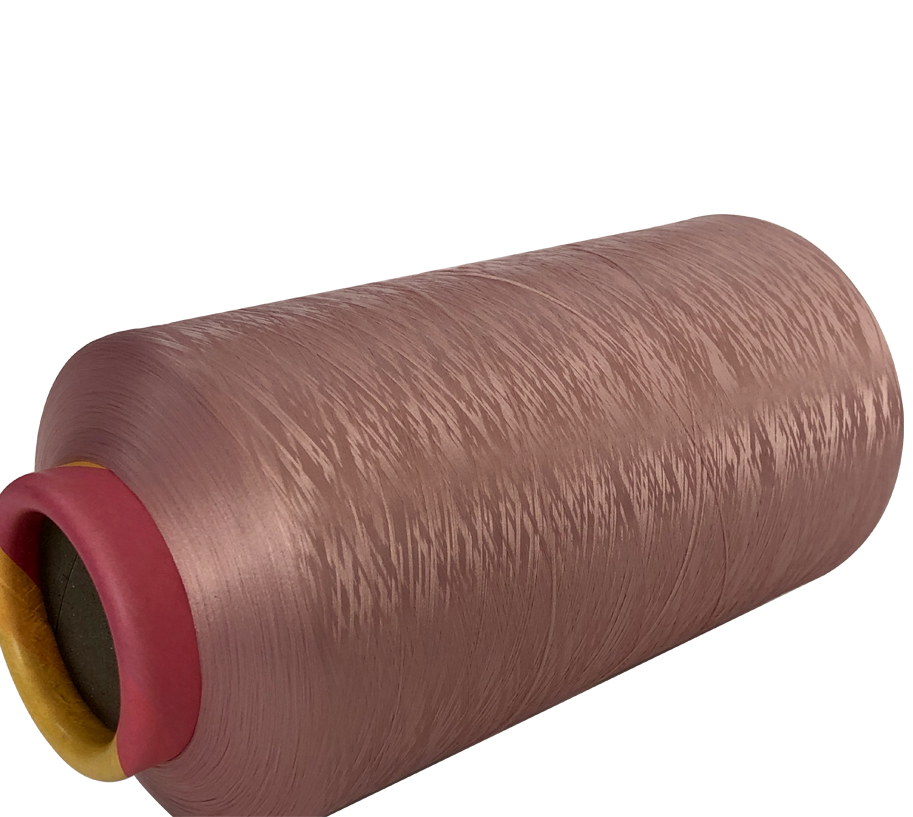
White/Brown/Green 150D/48F DTY Yarn 99.99% Polyester AA Grade Eco-friendly Yarn ...
See DetailsThe cost of dyed yarn is relatively higher than that of dyed yarn. Its advantage is that the color fastness of dyed yarn is high and water saving is beneficial to the environment. The yarn color will be relatively softer. The color will be thicker.
Analysis of the advantages and disadvantages of colored spinning and dyed yarn
Because the raw material properties of colored spinning yarn are different from those of natural yarn, and the product style is also different from that of natural yarn, there are two main differences between it and the standard of natural yarn. One is the difference in evaluation indicators, and the other is the level of evaluation indicators.
The difference between quality assessment index and natural yarn
Since the finished product of natural yarn has to go through multiple processes, and the shade of the colored spun yarn is the shade required by the finished product, there are strict requirements on the shade and color fastness of the colored spun yarn.
The difference between the quality index level of colored spinning yarn and natural colored yarn
As the fibers of the colored spun yarn are dyed, some indicators of the fiber are somewhat lower than those of the natural fiber, especially for varieties with a color cotton ratio of more than 50%, the single yarn breaking strength and evenness uniformity indicators are better than those of the natural color yarn. Decrease, while other quality indicators have improved to varying degrees.
1. Inspection method
1) Based on the cheese, 10 blackboards are taken for each batch.
2) Requirements for the inspection site: Try to use the north-facing natural light source as much as possible. During the normal inspection, there must be larger windows, and the windows must not have obstacles to ensure sufficient light in the windows.
3) Requirements for the inspection of the light source: Generally, the illuminance is not less than 400LX (larger than 800LX). When the illuminance is less than 400LX, additional light inspection (using cyan or white fluorescent tubes) should be used. The light should enter from the rear left, the installation angle of the inspection surface should be 45±5° from the horizontal, and the shadow of the inspector should not be projected on the blackboard.
4) Inspection steps: insert the light blue (or other color) bottom plate between the sample and the blackboard, and then use the original black plate to press on the sample to inspect the obvious color knots in each grid on both sides.
5) Note: Do not flip the yarn during inspection, the line of sight should be perpendicular to the yarn, and the distance should be based on the principle that the inspector's vision is effortless when identifying defects.
2. Requirements for color junction inspection
The obvious color knot of colored spinning yarn is different from the neps of natural color yarn, which is the main indicator of the quality of knitting. Therefore, the obvious color knot test of colored spinning yarn should also be combined with the actual quality of the knitted fabric surface. Spinning mills will increase cloth sample inspection.
3. Inspection of color fastness and color difference
Since the shade of the Colorful Yarn is the shade required by the finished product, the color fastness test is an indispensable and important item compared with the natural color yarn. The specific test items include: washable color, sweat resistance, and abrasion resistance. , Sunlight, staining fastness, color difference, etc., the inspection is carried out according to GB/T3921-3, GB/T3922, GB/T3920, GB250 and other standards.

White/Brown/Green 150D/48F DTY Yarn 99.99% Polyester AA Grade Eco-friendly Yarn ...
See Details
Sustainable 300D/96F RW HIM 99.99% Polyester Yarn for Embroidery Material: 99.99...
See Details
Sustainable 300D/96F Polyester Color Yarns BLACK NIM Product specifications:300D...
See Details
High Tenacity 150D36F RW FLUFFY Polyester Yarn Feature:high elasticity,high tena...
See Details
Yarn Type: High Intermingle Yarn Size: 450D/192F Twist: S+Z Color: White Pattern...
See Details
High Tenacity 300D Beige 99.99% Polyester Yarn for Circular/Seamless knitting Ma...
See DetailsCopyright © Hangzhou Dingkai Chemical Fibre Co., Ltd. All Rights Reserved.
Wholesale China Polyester DTY Yarns Factory
![]()

